


ខ្សែសង្វាក់ផលិតកម្មធុងធំស្វ័យប្រវត្តិ 30-50 លីត្រ ធុងស្គរ និងធុងកំប៉ុង








ខ្សែសង្វាក់ផលិតកម្មធុងធំស្វ័យប្រវត្តិ 30-50 លីត្រ ធុងស្គរ និងធុងកំប៉ុង
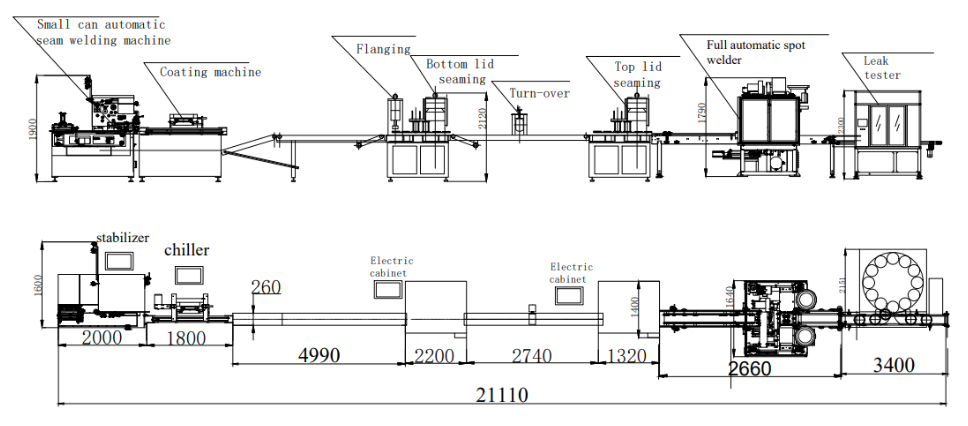
ខ្សែសង្វាក់ផលិតកម្មកំប៉ុងមូលដោយស្វ័យប្រវត្តិ
សមស្របសម្រាប់ការផលិតធុងធំ 30-50 លីត្រដោយស្វ័យប្រវត្តិ,
បន្ទះដែកបី៖តួកំប៉ុង, គម្របកំប៉ុង និងបាតកំប៉ុង.កំប៉ុងគឺរាងស៊ីឡាំងរូបរាង។
លំហូរបច្ចេកទេស៖
កាត់សន្លឹកសំណប៉ាហាំងទៅជារាងមូលទទេ (ការកាត់)-ការផ្សារដែក-ខាងក្រៅថ្នាំកូត-ការតោងគែម-គម្របខាងក្រោមការផ្តល់ចំណី-ការដេរ-ការបត់លើសពី Tគម្របបើកការផ្តល់ចំណី-ការដេរ-+ប្រដាប់រុំត្រចៀកការផ្សារដែក-ការធ្វើតេស្តលេចធ្លាយ - ការវេចខ្ចប់
ខ្សែសង្វាក់ផលិតកម្មផលិតធុងអាចរកបាន,ចុចទីនេះដើម្បីទទួលបានព័ត៌មានលម្អិត។
តើធ្វើដូចម្តេចដើម្បីដំណើរការខ្សែសង្វាក់ផលិតកម្មធុងនេះ?
ដំបូងដាក់សម្ភារៈតួកំប៉ុងដែលកាត់ចូលទៅក្នុងតុចំណីរបស់ម៉ាស៊ីនផ្សារធន់ទ្រាំដោយស្វ័យប្រវត្តិ បឺតដោយឧបករណ៍បឺតខ្យល់ ផ្ញើសំណប៉ាហាំងទទេទៅឧបករណ៍រំកិលចំណីម្តងមួយៗ។ តាមរយៈឧបករណ៍រំកិលចំណី សំណប៉ាហាំងទទេតែមួយត្រូវបានបញ្ចូលទៅឧបករណ៍រំកិលមូលដើម្បីធ្វើដំណើរការមូល បន្ទាប់មកវានឹងត្រូវបានបញ្ចូលទៅយន្តការបង្កើតមូលដើម្បីធ្វើមូល។ តួកំប៉ុងត្រូវបានបញ្ចូលទៅក្នុងម៉ាស៊ីនផ្សារធន់ទ្រាំ ហើយធ្វើការផ្សារបន្ទាប់ពីកំណត់ទីតាំងបានត្រឹមត្រូវ។
បន្ទាប់ពីការផ្សាររួច តួកំប៉ុងនឹងត្រូវបានបញ្ចូលដោយស្វ័យប្រវត្តិទៅក្នុងឧបករណ៍បញ្ជូនម៉ាញេទិកបង្វិលរបស់ម៉ាស៊ីនថ្នាំកូតសម្រាប់ថ្នាំកូតខាងក្រៅ ថ្នាំកូតខាងក្នុង ឬថ្នាំកូតម្សៅខាងក្នុង ដែលអាស្រ័យលើតម្រូវការផ្សេងៗរបស់អតិថិជន។ វាត្រូវបានប្រើជាចម្បងដើម្បីការពារខ្សែដេរផ្សារចំហៀងពីការលាតត្រដាងក្នុងខ្យល់ និងច្រែះ។ បន្ទាប់មកតួកំប៉ុងត្រូវបានបញ្ចូលទៅម៉ាស៊ីនរួមបញ្ចូលគ្នា វាស្ថិតក្នុងស្ថានភាពត្រង់ឆ្លងកាត់ឧបករណ៍បញ្ជូនត្រង់។ ហើយត្រូវបានបញ្ជូនទៅស្ថានីយ៍ភ្ជាប់ដោយដង្កៀប។ ភារកិច្ចភ្ជាប់ត្រូវបានបញ្ចប់ដោយការប៉ះផ្សិតភ្ជាប់ខាងលើ និងខាងក្រោម។
បន្ទាប់ពីនោះ តួកំប៉ុងដែលមានគែមត្រូវបានបញ្ជូនទៅឧបករណ៍ផ្តល់គម្របខាងក្រោមដោយស្វ័យប្រវត្តិ តាមរយៈឧបករណ៍ចាប់សញ្ញារកឃើញដែលរកឃើញតួកំប៉ុងខាងមុខ ឧបករណ៍ផ្តល់គម្របនឹងផ្តល់គម្របខាងក្រោមដោយស្វ័យប្រវត្តិទៅផ្នែកខាងលើនៃតួកំប៉ុង ហើយទាំងពីរត្រូវបានបញ្ជូនទៅទីតាំងនៅក្រោមដុំដេរ ថាសលើកនឹងបញ្ជូនតួកំប៉ុង និងបាតទៅក្បាលម៉ាស៊ីនដេរដើម្បីផ្សាភ្ជាប់។
បន្ទាប់ពីដេរចុងម្ខាងរួច។ វាត្រូវបានបញ្ជូនទៅម៉ាស៊ីនបង្វិលកំប៉ុងដើម្បីបង្វែរកំប៉ុង បន្ទាប់មកធ្វើការរកឃើញ និងដេរគម្របខាងលើដោយស្វ័យប្រវត្តិម្តងទៀត។ ជាចុងក្រោយ វាត្រូវបានបញ្ចូលទៅម៉ាស៊ីនផ្សារត្រចៀកចំណុចពីរដោយស្វ័យប្រវត្តិ តាមរយៈការផ្សារចំហៀងដោយស្វ័យប្រវត្តិ ការបញ្ជូនឧបករណ៍បញ្ជូន Cam ការបំបែកថ្នាំលាបរបស់មេកានិច ដែលបំពាក់ដោយឌីសរំញ័រត្រចៀកចំណុចដោយស្វ័យប្រវត្តិ បញ្ចប់កិច្ចការផ្សារត្រឹមត្រូវលើកំប៉ុងមូលតូច។
ជាចុងក្រោយ កំប៉ុងដែលបានបញ្ចប់ត្រូវបានបញ្ជូនតាមឧបករណ៍បញ្ជូនទៅកាន់ស្ថានីយ៍សាកល្បងការលេចធ្លាយដោយស្វ័យប្រវត្តិ។ បន្ទាប់ពីការត្រួតពិនិត្យប្រភពខ្យល់បានត្រឹមត្រូវ ផលិតផលដែលមិនមានលក្ខណៈសម្បត្តិគ្រប់គ្រាន់ត្រូវបានរកឃើញ និងរុញទៅកាន់តំបន់ថេរមួយ ហើយផលិតផលដែលមានលក្ខណៈសម្បត្តិគ្រប់គ្រាន់នឹងមកដល់តុធ្វើការវេចខ្ចប់សម្រាប់ការវេចខ្ចប់ចុងក្រោយ។
សមាសធាតុឧបករណ៍នៃខ្សែសង្វាក់ផលិតកម្មស្វ័យប្រវត្តិកំប៉ុងមូល

| កាត់ដំបូង (ទទឹងអប្បបរមា) | ១៥០មម | ការកាត់លើកទីពីរ (ទទឹងអប្បបរមា) | ៦០មម |
| ល្បឿន (បំណែក/នាទី) | 32 | កម្រាស់សន្លឹក | ០,១២-០,៥ ម.ម |
| ថាមពល | ២២គីឡូវ៉ាត់ | វ៉ុល | 220v/380v/440v |
| ទម្ងន់ | ២១០០០គីឡូក្រាម | វិមាត្រ (បណ្តោយ * ទទឹង * កម្ពស់) | ២៥២០X១៨៤០X៣៩៨០មម |

| ម៉ូដែល | CTPC-2 | វ៉ុល និងប្រេកង់ | ៣៨០វ៉ុល ៣លីត្រ+១អិន+ភីអ៊ី |
| ល្បឿនផលិតកម្ម | ៥-៦០ ម៉ែត្រ/នាទី | ការប្រើប្រាស់ម្សៅ | ៨-១០មម និង ១០-២០មម |
| ការប្រើប្រាស់ខ្យល់ | ០.៦ មេហ្គាប៉ា | ជួររាងកាយអាច | D50-200mm D80-400mm |
| តម្រូវការខ្យល់ | ១០០-២០០លីត្រ/នាទី | ការប្រើប្រាស់ថាមពល | 2.8គីឡូវ៉ាត់ |
| វិមាត្រម៉ាស៊ីន | ១០៨០*៧២០*១៨២០មម | ទម្ងន់សរុប | ៣០០គីឡូក្រាម |

| ជួរប្រេកង់ | ១០០-២៨០ ហឺត | ល្បឿនផ្សារ | ៦-១៥ ម៉ែត្រ/នាទី |
| សមត្ថភាពផលិតកម្ម | ១៥-៣៥កំប៉ុង/នាទី | អង្កត់ផ្ចិតកំប៉ុងដែលអាចអនុវត្តបាន | Φ220-Φ350មម |
| កម្ពស់កំប៉ុងដែលអាចអនុវត្តបាន | ២២០-៥៥០មម | សម្ភារៈដែលអាចអនុវត្តបាន | បន្ទះសំណប៉ាហាំង, ផ្អែកលើដែកថែប, បន្ទះក្រូម |
| កម្រាស់សម្ភារៈដែលអាចអនុវត្តបាន | ០.២~០.៦មម | អង្កត់ផ្ចិតខ្សែស្ពាន់ដែលអាចអនុវត្តបាន | Φ1.7mm , Φ1.5mm |
| ទឹកត្រជាក់ | សីតុណ្ហភាព៖ ១២-២០អង្សាសេ សម្ពាធ៖ >០.៤មេហ្គាប៉ា លំហូរ៖ ៤០លីត្រ/នាទី | ||
| ថាមពលសរុប | ១២៥គីឡូវ៉ាយអេ | វិមាត្រ | ២២០០*១៥២០*១៩៨០មម |
| ទម្ងន់ | ២៥០០គីឡូក្រាម | ម្សៅ | ៣៨០វ៉ុល ±៥% ៥០ហឺត |

ម៉ាស៊ីនលាបថ្នាំ
| ជួរកម្ពស់កំប៉ុង | ៥០-៦០០មម | ជួរអង្កត់ផ្ចិតកំប៉ុង | ៥២-៤០០មម |
| ល្បឿនរំកិល | ៥-៣០ ម៉ែត្រ/នាទី | ប្រភេទថ្នាំកូត | ថ្នាំកូតរំកិល |
| ទទឹងឡិចទ័រ | ៨-១៥មម ១០-២០មម | ការផ្គត់ផ្គង់សំខាន់ និងបន្ទុកបច្ចុប្បន្ន | 220V 0.5 គីឡូវ៉ាត់ |
| ការប្រើប្រាស់ខ្យល់ | ០.៦មេហ្គាប៉ា ២០លីត្រ/នាទី | វិមាត្រម៉ាស៊ីន និងទម្ងន់សុទ្ធ | ២១០០*៧២០*១៥២០មម ៣០០គីឡូក្រាម |

| ថាមពលឧបករណ៍ដុត | ១-២គីឡូវ៉ាត់ | ល្បឿនកំដៅរបស់ឧបករណ៍ដុត | ៤ម-៧ម/នាទី |
| អង្កត់ផ្ចិតកំប៉ុងតូចសមរម្យ | Φ45-Φ176មម | អង្កត់ផ្ចិតកំប៉ុងធំសមរម្យ | Φ176-Φ350មម |
| កម្ពស់កំប៉ុង | ៤៥មម-៦០០មម | ទឹកត្រជាក់ | >0.4Mpa,12-20℃,40លីត្រ/នាទី |
| ការប្រើប្រាស់ខ្យល់ | ≥50លីត្រ/នាទី > 0.5មេហ្គាប៉ា | ||

ម៉ាស៊ីនផ្សំតួកំប៉ុងដោយស្វ័យប្រវត្តិ
| សមត្ថភាពផលិតកម្ម | ២៥-៣០ សេសេក្នុងមួយនាទី | ជួរនៃអង្កត់ផ្ចិតកំប៉ុង | ២០០-៣០០មម |
| ជួរកម្ពស់កំប៉ុង | ១៧០-៤៦០មម | កម្រាស់ | ≤0.4មម |
| ថាមពលសរុប | ៤៤.៤១គីឡូវ៉ាត់ | សម្ពាធប្រព័ន្ធខ្យល់ | ០.៣-០.៥ មេហ្គាប៉ា |
| ទំហំឧបករណ៍បញ្ជូនបញ្ឈររាងកាយ | ៤២៦០*៣៤០*១០០០មម | ទំហំម៉ាស៊ីនរួមបញ្ចូលគ្នា | ៣៨០០*១៧៧០*៣២០០មម |
| ទំហំកាបូនអគ្គិសនី | ៧០០*៤៥០*១៧០០មម | ទម្ងន់ | 9T |
ប្លង់នៃខ្សែសង្វាក់ផលិតកម្ម
សិប្បកម្មផលិតកំប៉ុងដែក

30-50L ធុងធំ តារាងលំហូរ
អ្នកផ្គត់ផ្គង់ឈានមុខគេរបស់ប្រទេសចិនម៉ាស៊ីនផលិតកំប៉ុងសំណប៉ាហាំង ៣ ដុំនិងម៉ាស៊ីនផលិតកំប៉ុងអេរ៉ូសូលក្រុមហ៊ុន Changtai Intelligent Equipment Co., Ltd. គឺជារោងចក្រផលិតម៉ាស៊ីនផលិតកំប៉ុងដែលមានបទពិសោធន៍។ រួមទាំងការកាត់ជាផ្នែកៗ ការកាត់រាង ការកាត់កញ្ចឹងក ការកាត់គែម និងការដេរភ្ជាប់ ប្រព័ន្ធផលិតកំប៉ុងរបស់យើងមានលក្ខណៈពិសេសនៃម៉ូឌុលកម្រិតខ្ពស់ និងសមត្ថភាពដំណើរការ ហើយសមស្របសម្រាប់កម្មវិធីជាច្រើនប្រភេទ។ ជាមួយនឹងការជួសជុលឡើងវិញដ៏រហ័ស និងសាមញ្ញ ពួកវារួមបញ្ចូលគ្នានូវផលិតភាពខ្ពស់បំផុតជាមួយនឹងគុណភាពផលិតផលកំពូល ខណៈពេលដែលផ្តល់ជូននូវកម្រិតសុវត្ថិភាពខ្ពស់ និងការការពារប្រកបដោយប្រសិទ្ធភាពសម្រាប់ប្រតិបត្តិករ។
-

ម៉ាស៊ីនផ្សារដែកកំប៉ុងសំណប៉ាហាំង 200-401 ទំហំ 170ml-2.5L ...
-

ម៉ាស៊ីនផ្សារដែកកំប៉ុង 211-700 247ml-8L សំណប៉ាហាំងកំប៉ុងដេរភ្ជាប់យើង...
-

ធុងប្រេងរាងមូល ធុងដែកធំ 30L-50L...
-

ធុងប្រេងរាងមូល ធុងដែកធំ 30L-50L...
-

កំប៉ុងអាហារ 5L-25L កំប៉ុងប្រេង កំប៉ុងមូល កំប៉ុងការ៉េ...
-

ម៉ាស៊ីនកាត់កាំបិតរាងជារង្វង់ពីរដោយស្វ័យប្រវត្តិ